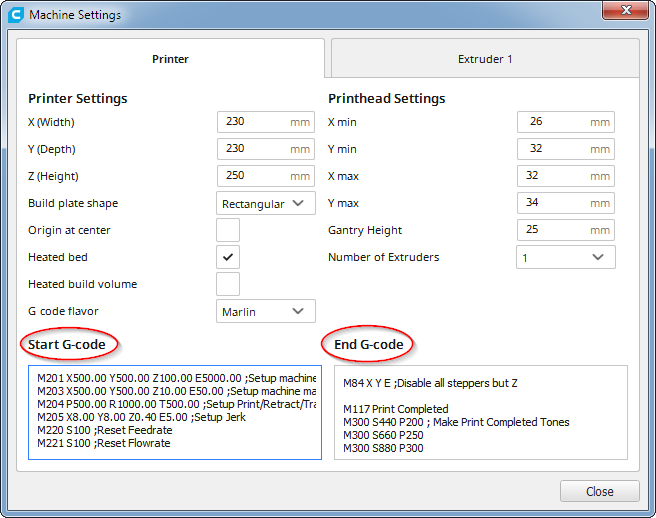
Les codes de début et de fin à utiliser dans les paramètres de Cura
(Note : Obtenir Cura 4.4.1 : Ultimaker Cura download
Gcode Start
M201 X500.00 Y500.00 Z100.00 E5000.00 ;Setup machine max acceleration
M203 X500.00 Y500.00 Z10.00 E50.00 ;Setup machine max feedrate
M204 P500.00 R1000.00 T500.00 ;Setup Print/Retract/Travel acceleration
M205 X8.00 Y8.00 Z0.40 E5.00 ;Setup Jerk
M220 S100 ;Reset Feedrate
M221 S100 ;Reset Flowrate
M140 S{material_bed_temperature} ; start preheating the bed
M104 S{material_print_temperature} ?T0 ; start preheating hotend
G28 ; home
M190 S{material_bed_temperature} ; heat to bed setting in Cura and WAIT
M109 S{material_print_temperature} ?T0 ; heat hotend to setting in Cura and WAIT
;G29 ;Bed Leveling : n’utiliser que si vous avez un BLTouch (enlever le ; en début de ligne)
M500 ;Store values
M300 S1000 P500 ; chirp to indicate starting to print
G92 E0 ;Reset Extruder
G1 Z2.0 F3000 ;Move Z Axis up
G1 X10.1 Y20 Z0.28 F5000.0 ;Move to start position
G1 X10.1 Y200.0 Z0.28 F1500.0 E15 ;Draw the first line
G1 X10.4 Y200.0 Z0.28 F5000.0 ;Move to side a little
G1 X10.4 Y20 Z0.28 F1500.0 E30 ;Draw the second line
G92 E0 ;Reset Extruder
G1 Z2.0 F3000 ;Move Z Axis up
Gcode End
G91 ;Relative positionning
G1 E-2 F2700 ;Retract a bit
G1 E-2 Z0.2 F2400 ;Retract and raise Z
G1 X5 Y5 F3000 ;Wipe out
G1 Z10 ;Raise Z more
G90 ;Absolute positionning
G1 X0 Y{machine_depth} ;Present print
M106 S0 ;Turn-off fan
M104 S0 ;Turn-off hotend
M140 S0 ;Turn-off bed
M84 X Y E ;Disable all steppers but Z
M117 Print Completed
M300 S440 P200 ; Make Print Completed Tones
M300 S660 P250
M300 S880 P300
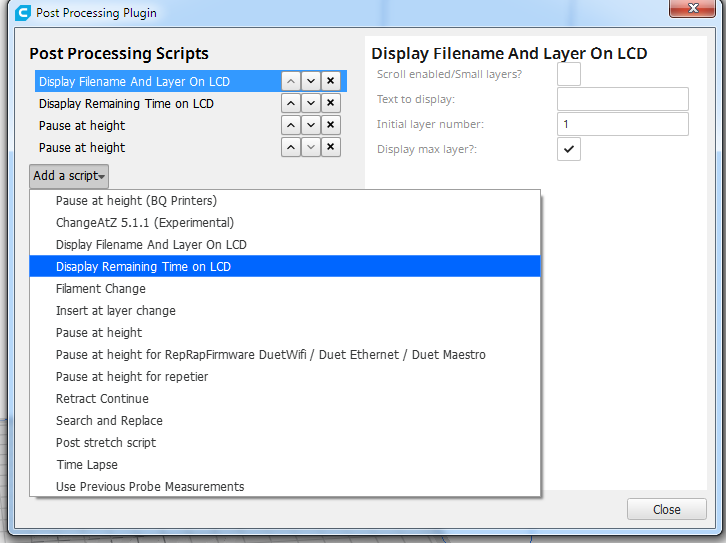
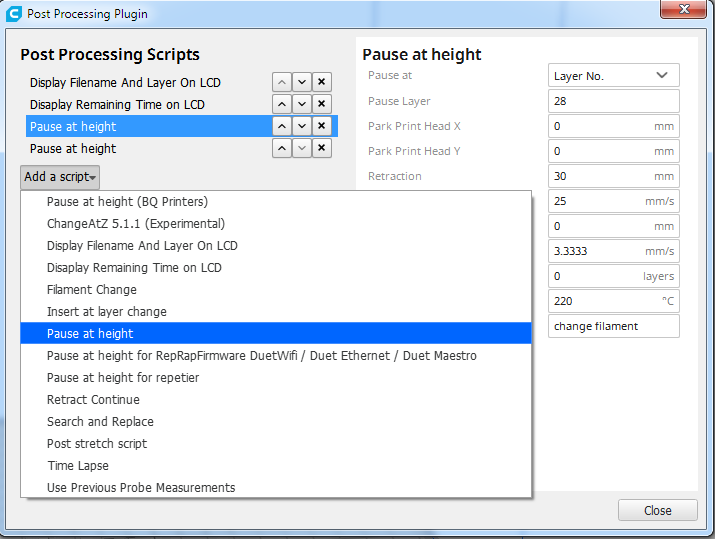
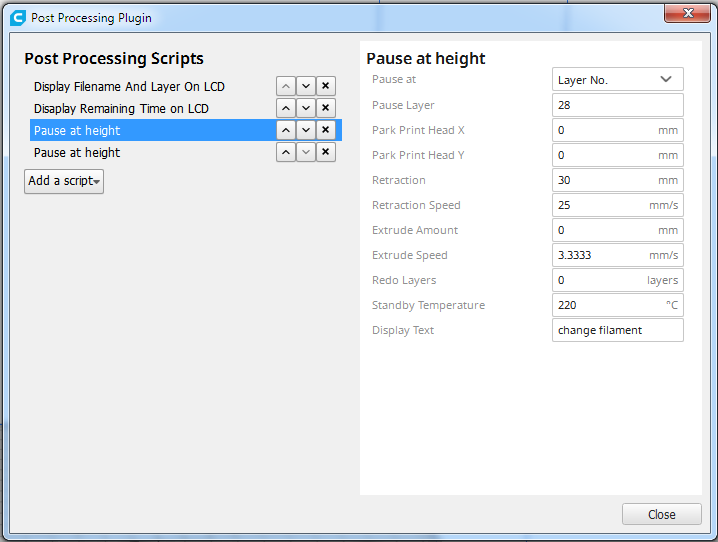
Plugins utiles à obtenir via le bouton Marketplace
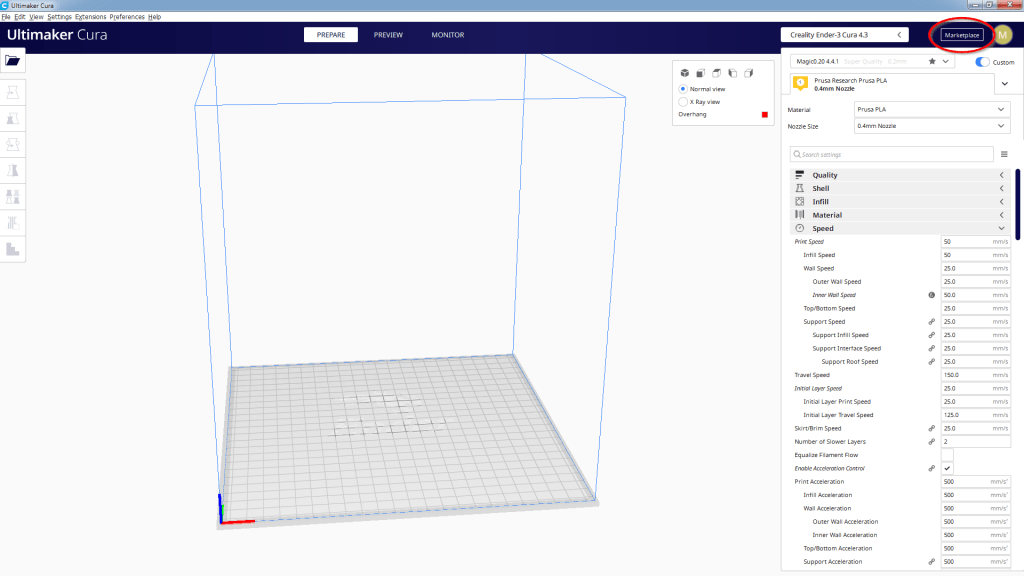
Fonctions utiles de Cura via les extensions:
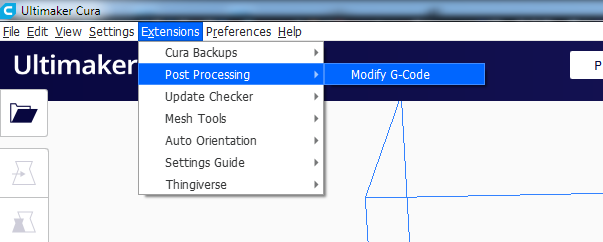
- Indication du temps d’impression restant sur l’écran LCD