
Voici quelques informations utiles que j’ai obtenues au cours de l’usage de cette imprimante.
Modifications recommandées :
- Upgrade du sytème de ventilation du filament à la sortie de l’extrudeur Ender 3 EZ Vent/Fan
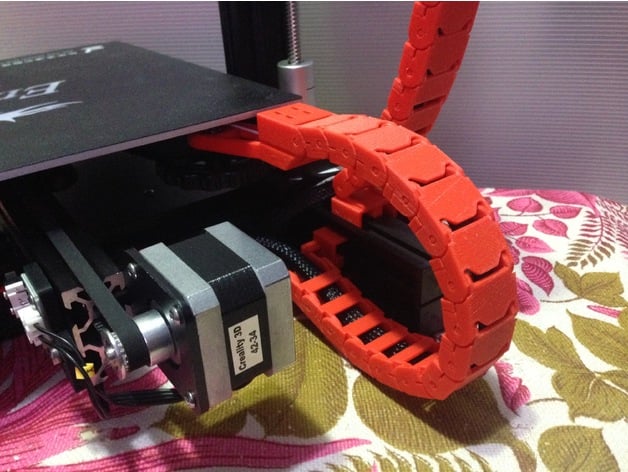
- Chaine de câbles Ender 3 Cable Chain
- Support de rouleau de filament sur roulement Filament holder 80mm spools

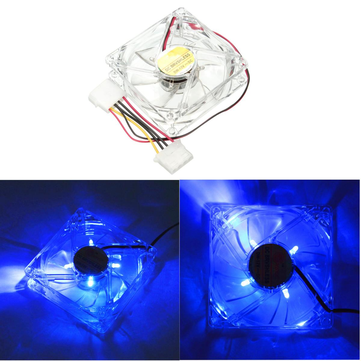
- Boitier pour ventilateur de l’unité d’alimentation Power Supply FAN Case 80mm, qui convient pour ce type de ventilateur plus silencieux , attention tension de 12V qui nécessite un réducteur de tension car l’alimentation est en 24V
- Support pour amortisseur des moteurs X et Y. Les amortisseurs sont ceux-ci : Amortisseur Moteur pas à pas
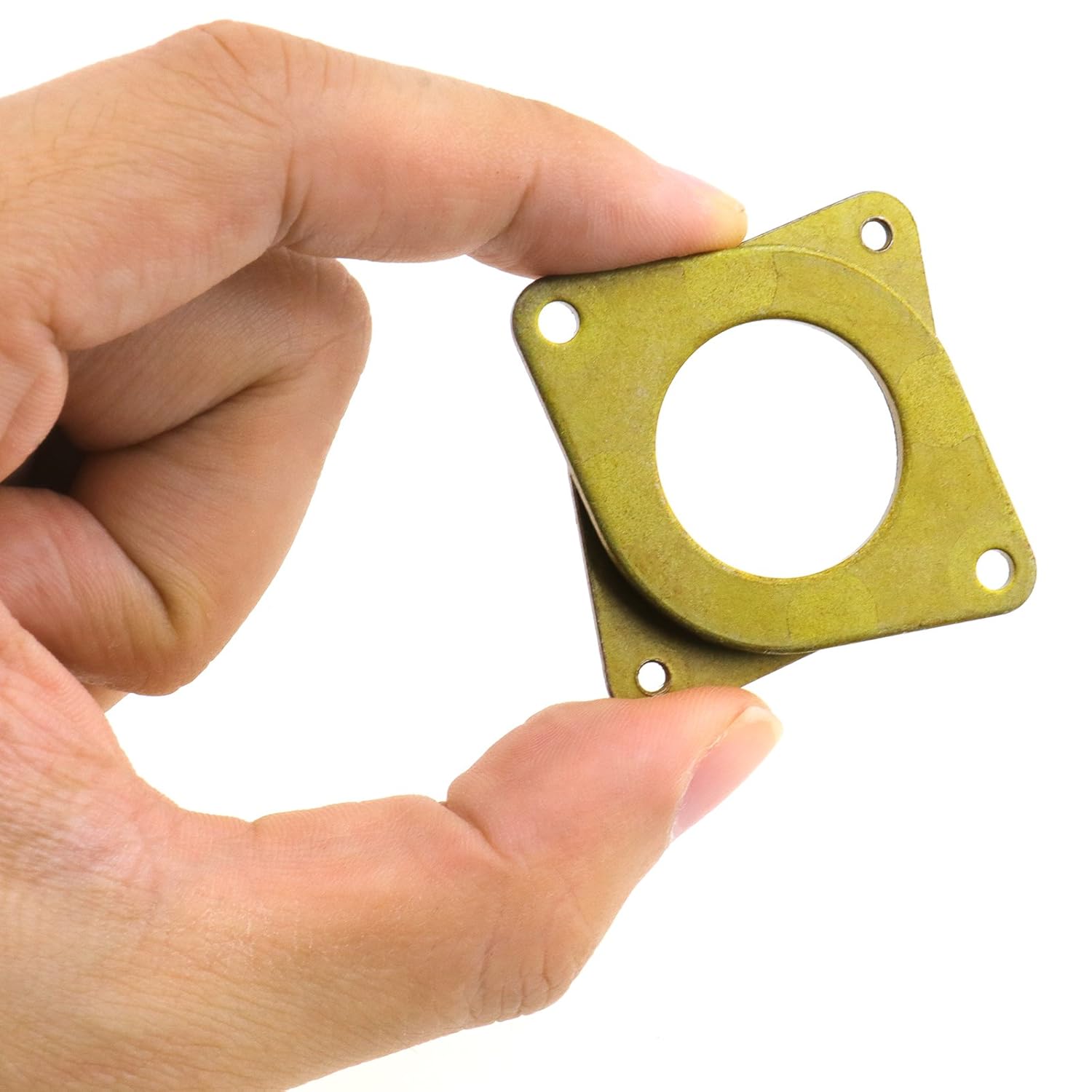
Axe Y Y axis damper mount

Axe X X-axis stepper motor damper mount

- Ventilateur du corps de chauffe, celui d’origine est vraiment trop bruyant … Noctua NF-A4x10 FLX, Ventilateur silencieux haut de gamme

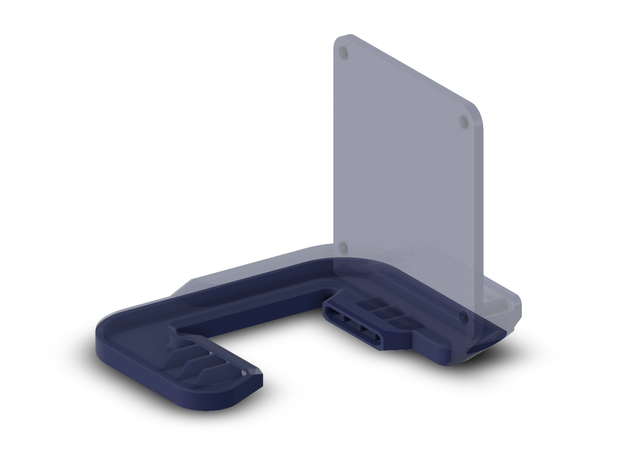
- Boitier de protection de l’écran LCD Display Rear Cover

Par ailleurs il y a quelques utilisateurs expérimentés qui partagent des infos très utiles notamment pour le paramétrage des slicers et Cura en particulier.
Je recommande vivement la chaine de CHEP : CHEP Filament Friday
N’hésitez pas à utiliser les profils pour Cura 4.4.1 qu’il a mis au point ils vous faciliteront la configuration de Cura profils d’impression pour Cura 4.4.1
Ainsi que son cube de calibration pour valider vos paramètres CHEP Calibration Cube 
Mon gcode de démarrage et de fin :
Gcode Start
M201 X500.00 Y500.00 Z100.00 E5000.00 ;Setup machine max acceleration
M203 X500.00 Y500.00 Z10.00 E50.00 ;Setup machine max feedrate
M204 P500.00 R1000.00 T500.00 ;Setup Print/Retract/Travel acceleration
M205 X8.00 Y8.00 Z0.40 E5.00 ;Setup Jerk
M220 S100 ;Reset Feedrate
M221 S100 ;Reset Flowrate
M140 S{material_bed_temperature} ; start preheating the bed
M104 S{material_print_temperature} ?T0 ; start preheating hotend
G28 ; home
M190 S{material_bed_temperature} ; heat to bed setting in Cura and WAIT
M109 S{material_print_temperature} ?T0 ; heat hotend to setting in Cura and WAIT
;G29 ;Bed Leveling : n’utiliser que si vous avez un BLTouch (enlever le ; en début de ligne)
M500 ;Store values
M300 S1000 P500 ; chirp to indicate starting to print
G92 E0 ;Reset Extruder
G1 Z2.0 F3000 ;Move Z Axis up
G1 X10.1 Y20 Z0.28 F5000.0 ;Move to start position
G1 X10.1 Y200.0 Z0.28 F1500.0 E15 ;Draw the first line
G1 X10.4 Y200.0 Z0.28 F5000.0 ;Move to side a little
G1 X10.4 Y20 Z0.28 F1500.0 E30 ;Draw the second line
G92 E0 ;Reset Extruder
G1 Z2.0 F3000 ;Move Z Axis up
Gcode End
G91 ;Relative positionning
G1 E-2 F2700 ;Retract a bit
G1 E-2 Z0.2 F2400 ;Retract and raise Z
G1 X5 Y5 F3000 ;Wipe out
G1 Z10 ;Raise Z more
G90 ;Absolute positionning
G1 X0 Y{machine_depth} ;Present print
M106 S0 ;Turn-off fan
M104 S0 ;Turn-off hotend
M140 S0 ;Turn-off bed
M84 X Y E ;Disable all steppers but Z
M117 Print Completed
M300 S440 P200 ; Make Print Completed Tones
M300 S660 P250
M300 S880 P300
